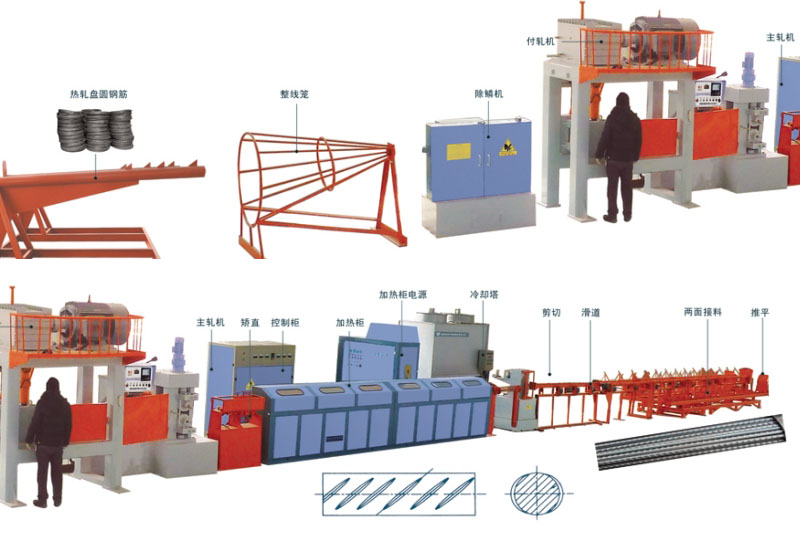
Brief introduction of unit configuration and performance
This machine is a special equipment for the production of cold-rolled ribbed steel bars with two, the production line can be 6.5 Phi Phi 16mm Q235 hot rolled coil, cold rolled steel (Figure 1) made of two crescent ribbed bar (Figure 2)
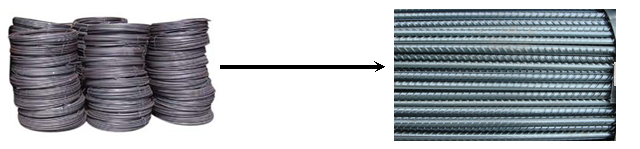
Figure 1 Figure 2 with two round steel
The complete set of equipment is composed of wire laying frame, whole wire cage, descaling machine, rolling mill, main mill, straightening, heating, temperature measuring, shearing, slideway, two side material receiving, pneumatic automatic pushing and take-up machine. The unit is designed according to the continuous working system, and the whole set of equipment is controlled by PLC system.
Here is a brief description of the structure and properties of each component:
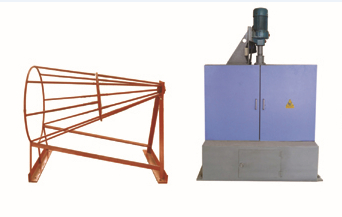
(1) stringing frame;
The utility model has the function of ensuring the high-speed operation of the unit. The utility model is composed of a double discharge gun pipe, one is a work rack, the other is a reserve storage rack, and the other barrel can be preloaded when a line is placed. When working on the shelf after the end of the coil, the coil coil and the other end welding rack hanging round grinding, can continue to boot, then on another line to be pre frame material, this material can be improved by pre design to reduce the work efficiency after stop charging.

(2) whole wire cage, electric top and bottom descaling machine;
The whole wire cage is welded by the threaded steel, and the funnel shape can change the steel bar from the annular to the spiral straight strip, so as to ensure that the steel bar enters the descaling machine before the descaling machine is basically straight and ensures the high-speed and reliable operation of the machine.
Dustproof descaling machine consists of 5 blocks, the main function is the hot rolled coil through the 5 round of descaling repeated bending surface oxide skin peeling, improve the surface quality of steel, to reduce the effect on roll wear. The base plate is welded, such as saving space, and can be mounted on a base with the mainframe.
(3) pay mill
The reinforcing bar is rolled flat and reduced by the rolling mill, the main rolling thread is prepared, and the rolling mill is a double active mill.

(4) main mill
The main rolling mill is the last process of forming the thread steel. The rolling mill has large force, and requires the high precision of the rolling mill and the following advantages of the rolling mill:
1, center adjustment, (domestic unique) size of old and new roll, rolling center do not tune
2. The roller has a long service life and can be rolled up to over 10000 tons at one time.
3, roll replacement is convenient, (domestic unique) slideway, drawer type replacement, 10 minutes to fix.
4, a high degree of automation, (domestic unique) fully automatic concentric, for steel import and export without adjustment, the world's leading technology.

5. The spindle has automatic cooling system (unique in China)
6, the integration of high-precision guidance, (domestic unique) up and down around, a guide can be achieved.
Computer numerical control automatic butter 7, unique to the system, solve the workers do not timely oil bearing damage.

(5) console
The only console to mill, heating, blanking, cutting, feeding, and push down steel swing, concentrated in a panel, truly integrated centralized control, to control the head on the mill, do not account for the workshop position, can install more equipment in the limited plant, using PLC program control system, touch screen display, can improve the stability of equipment operation and intuitive display fault location through the touch screen.

Note: This equipment adopts infrared non-contact temperature measuring method, fiber transmission, anti-interference ability, digital display temperature.
(6) heating cabinet (see general drawing above)
The biggest cost of operation of this set of equipment is electricity heating equipment, steel is directly reflected in the consumption index, using high performance medium or super audio heating equipment, can save 20 to 50 degrees / tons of electricity, require the use of high performance RGBT module, power conversion efficiency, heating equipment, safe and reliable operation, green environmental protection.

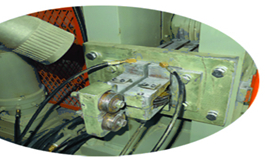
(7) shearing
Shearing adopts the flying shear developed by our factory. The shearing power is small, the reaction is fast, the failure rate is low, maintenance free. After many years of improvement, the technology is very mature and has the industry leading level.


(8) double flip and blanking system;
The system adopts the double cycle operation mode of (A, B, A), which can set parameters separately, assemble the materials separately, and meet the demand of non stop baling.
Double feed rack (left and right) feed is a way to reduce downtime, bind and improve production efficiency. After the steel bar is cut off, it falls from the tipping board and is stored in the U type material receiving device, which is a reliable method for collecting materials.

(9) leveling device (various pushing flat)
The steel bars fall into the aggregate rack, the length is not uniform, and they need to be pushed flat. I design a pneumatic automatic flat pushing device, which can replace manual pushing to eliminate unsafe hidden trouble, and how many roots can be pushed once.

|
Product name
|
Company
|
Cold rolled two ribbed reinforced bar units
|
Cold rolled two ribbed reinforced bar units
|
Cold rolled two ribbed reinforced bar units
|
Cold rolled two ribbed reinforced bar units
|
Cold rolled two ribbed reinforced bar units
|
Cold rolled two ribbed reinforced bar units
|
|
Model
|
|
LMD10-9A
|
LMD12-10B
|
LMD12-10C
|
LMS12-10A
|
LMS12-10B
|
LMS16-14C
|
|
Diameter of base metal
|
mm
|
φ6-10
|
φ6-12
|
φ6-12
|
φ6-12
|
φ6-12
|
φ6-14
|
|
Diameter of finished product
|
mm
|
φ5-9
|
φ5-11
|
φ5-11
|
φ5-11
|
φ5-11
|
φ5-13
|
|
Roll line speed
|
m/min
|
120
|
150
|
180
|
150
|
180
|
200
|
|
Predetermined length
|
m
|
1~99
|
1~99
|
1~99
|
1~99
|
1~99
|
1~99
|
|
Length of chute
|
m
|
6~12
|
6~12
|
6~12
|
6~12
|
6~12
|
6~12
|
|
Blanking direction
|
|
Single direction blanking
|
Double blanking
|
Double blanking
|
Double blanking
|
Double blanking
|
Double blanking
|
|
Blanking sliding mode
|
|
360°rotate
|
360°rotate
|
360°rotate
|
360°rotate
|
360°rotate
|
360°rotate
|
|
Row spacing
|
mm
|
Accessories 5~20
|
|
Two times aggregate length
|
m
|
Matching length 6~12
|
|
Aggregate flattening method
|
|
Pneumatic automatic flat pushing
|
|
Adjust speed
|
|
Adjust speed
|
frequency conversion
|
frequency conversion
|
Frequency conversion
|
Frequency conversion
|
Frequency conversion
|
|
control mode
|
|
text+PLC
|
text+PLC
|
Touch screen+PLC
|
Touch screen+PLC
|
Touch screen+PLC
|
Touch screen+PLC
|
|
Cutting error
|
mm
|
±4
|
±2
|
±2
|
±2
|
±2
|
±2
|
|
Host power
|
KW
|
75KW
|
90KW
|
132KW
|
75KW+90KW
|
90KW+110KW
|
110KW+132KW
|
|
heating power
|
KW
|
300
|
400(500)
|
500(600)
|
500
|
600
|
800
|
|
Total power
|
KW
|
400
|
500
|
650
|
670
|
800
|
1050
|
|
Total weight (approx.)
|
Kg
|
6000
|
8000
|
14000
|
9000
|
16000
|
20000
|
|
Work area (including line release, minimum)
|
Length * width(m)
|
40×5×6
|
50×5×6
|
50×5×6
|
50×5×6
|
55×5×6
|
70×5×6
|
|
Stringing frame
|
|
Dual set
|
|
Line regulator
|
|
Accessories
|
|
rolling mill
|
|
Up sync compression
|
Electric automatic tuning
|
Electric automatic tuning
|
Electric automatic centering
|
Electric automatic centering
|
Electric automatic centering
|
|
Rolling times
|
|
2
|
2
|
2
|
2
|
2
|
2
|
|
Roll size
|
mm
|
Active millφ228
+Passive millφ155
|
Active mill228+Passive millφ210
|
Active millφ228+Passive millφ210
|
Active millφ228+Active millφ210
|
Active millφ228+Active millφ210
|
Main millφ228+Active millφ210
|
|
Straightening method
|
|
On line bar
|
On line bar
|
On line bar
|
On line bar
|
On line bar
|
On line bar
|
|
Take-up
|
|
Accessories
|
|
Φ6mReinforcement yield
|
Kg
|
1598kg/h
|
2000kg/h
|
2398kg/h
|
2000kg/h
|
2398kg/h
|
2660kg/h
|
|
Φ7mmReinforcement quantity
|
Kg
|
2170kg /h
|
2700Kg/h
|
3250kg/h
|
2700 kg/h
|
3250Kg/h
|
3620 kg/h
|
|
Φ8mReinforcement yield
|
Kg
|
2800kg /h
|
3555kg/h
|
4200kg/h
|
3555 kg/h
|
4200kg/h
|
4728 kg/h
|
|
Φ9mReinforcement yield
|
Kg
|
3500kg /h
|
4400Kg/h
|
5000kg/h
|
440Kg/h
|
5000kg/h
|
5988 kg/h
|
|
Φ10mmReinforcement quantity
|
Kg
|
|
5000kg/h
|
5500kg/h
|
5000kg/h
|
5500kg/h
|
6000 kg/h
|
|
Φ11mmReinforcement quantity
|
Kg
|
|
5500kg/h
|
6000kg/h
|
5500 kg/h
|
6000kg/h
|
7500 kg/h
|
|
Φ12mmReinforcement quantity
|
Kg
|
|
|
|
|
|
7000 kg/h
|
|
Φ13mmReinforcement quantity
|
Kg
|
|
|
|
|
|
8000 kg/h
|
|
Φ14mmReinforcement quantity
|
Kg
|
|
|
|
|
|
7000 kg/h
|
|
Φ15mmReinforcement quantity
|
Kg
|
|
|
|
|
|
8000 kg/h
|
|
Complete set of operators
|
People / Unit
|
3
|
4
|
4
|
4
|
4
|
4
|


